

-
深圳市昊泰威科技有限公司
联系人:邓小姐
地址:宝安西乡镇臣田
电话:13510407882
传真:0755-27585612
手机:13510407882
QQ:1119713110
网址:www.htwesd.com
最新动态
- 什么是红外对流回流焊
- 回流焊机工艺介绍
- 波峰焊焊点的结构形式
- 我公司签约武汉盛帆电子波峰焊
- 波峰焊接与手工焊接之间的工艺
- 波峰焊无铅焊接技术及原理应用
- 回流焊种类及技术参数原理
- 如何解决波峰焊焊点过小或过大
- 助焊剂在波峰焊使用中的作用
- 回流焊与波峰焊之间的区别在哪
- 真空汽相回流焊接系统技术原理
- 波峰焊接后焊接点气泡和针孔解
- 波峰焊工艺曲线解析
- 波峰焊焊接缺陷分析
- 波峰焊工艺参数调节
- 发泡式焊接炉与喷雾式焊接炉的
- 波峰焊炉胆该如何保养维护
- 回流焊常用故障及处理方法
- 钛合金波峰焊锡炉的特点
- 回流焊加热系统所起到的作用
波峰焊喷头/喷嘴您现在的位置: 产品展示 > 波峰焊喷头/喷嘴



型 号
|
供料方式 |
喷咀口径 mm |
喷涂距离 mm |
使用空气压力 Mpa |
空气使用量 I/min |
涂料流量 Ml/min |
最大喷幅 mm |
气流帽型号 |
用途 |
A-100-08P |
压送 |
0.8 |
200 |
0.22-0.25 |
270 |
150 |
190 |
08P |
小件喷涂用 |
A-100-10P |
1.0 |
200 |
530 |
500 |
400 |
10P |
小件喷涂用 |
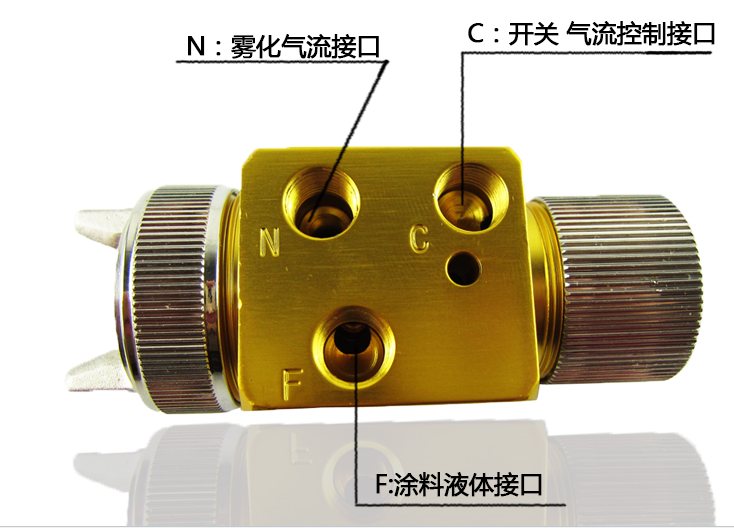
关于波峰焊喷头的喷涂调整。
1:涂料要求过滤,如有杂质堵在喷咀里,可造成漏油现象。
2:工作气流的调整,原则上以活塞能正常活动,喷枪能正常工作的最低气压为好,气压越低,气流对喷枪的冲击
越小,喷枪的寿命越长。工作气压调整在(0.22-0.35MPa)之间。
3:主气流的调整,以达到需要的雾化为准,气压不是越高越好,气压越高,气流对喷涂面的冲击越大,涂料的利
用率就越低,主气流气压调整在(0.22-0.35MPa)之间。
4:出油量的调整,自动喷枪后面的大旋钮可调整出油量,如使用压力桶、隔膜泵供料,可调整其压力也可调整出
油量。在小出油量喷涂时不宜在油路途中按装阀门来调整出油量、这样可造成涂料针刚打开的瞬间与涂料针打开后
的出油量大小不一样。
5:幅度长短调整,自动喷枪上有一个小的旋钮可调整幅度长短,应由圆形雾化逐渐拉长到刚好需要的幅度长度为
宜。
6将2.3.4.5项结合起来调整,就会将自动喷枪调整到需要的最佳喷涂状态。
上一个产品:无
下一个产品:波峰焊喷头(露明纳系列)
Copyright © 2009 All Rights Reserved. 深圳市昊泰威科技有限公司・版权所有
电话:13510407882 传真:0755-27585612 手机:13510407882 QQ: 1119713110
粤ICP备19160593号-1
电话:13510407882 传真:0755-27585612 手机:13510407882 QQ: 1119713110
粤ICP备19160593号-1